联系我们
- 东莞市新速源机电有限公司
- 公司联系人:曾经理
- 咨询电话:130-6618-3316
- 公司电话:0769-22705844
- Q Q:1007058229
- 网址:www.xsy0769.com
- 邮箱:1007058229@qq.com
- 地址:东莞市望牛墩镇中路天诚时代2栋101号

蜗杆蜗轮副装配质量的检测和调整解
文章出处:xsy 人气: 发表时间:2015-09-25 14:46
蜗杆蜗轮副装配后的齿面接触情况,除了反映出加工质量外,也反映出装配位置的正确性。其中主要的两项装配误差因素是蜗杆轴向的对中性和蜗轮中心距。也用以下方法检测并进行调整。
1、光隙法
当蜗杆分别以不同齿侧与蜗轮齿面啮合接触时,观测沿蜗杆全长各齿面间的光隙。通过对蜗杆位置的调整,使左右齿面的光隙最大限度地达到全长均匀一致。
2、印痕法
蜗杆齿面上涂一层薄薄的着色剂,在轻微制动下使蜗轮副进行啮合运转。根据所得到的齿面印痕情况进行蜗杆位置的调整。
蜗轮齿面上的理论接触区印痕及接触线分布情况见(图1)。与此相应的蜗杆齿面接触情况为螺旋线全长接触。
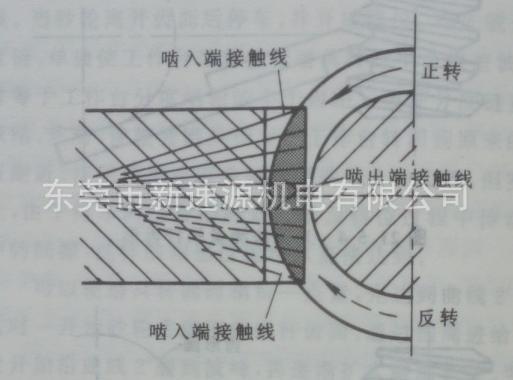
蜗轮齿面理论接触区 (图1)
蜗轮齿面理论接触区 (图1)
当存在装配误差时,蜗轮齿面的接触印痕将出现某一部分加重,相反的部位减轻甚至不接触。变化关系见(表1)
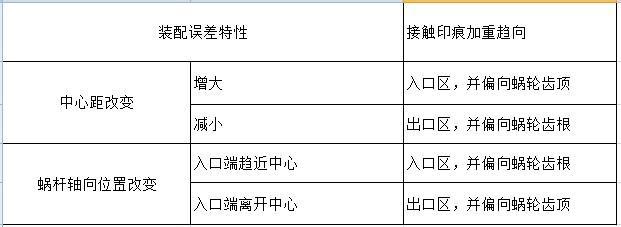
蜗轮齿面接触印痕变化情况 (表1)
>>本文由东莞新速源机电http://www.xsy0769.com分享!
蜗轮齿面接触印痕变化情况 (表1)
>>本文由东莞新速源机电http://www.xsy0769.com分享!
下一篇:
摆线针轮减速机安装使用方法介绍 上一篇:
新速源机电的RV铝壳减速机
